

特集
山形カシオ×ハイオス『MadeinJapan貫く』
匠の技とデジタル化が渾然

さくらんぼや西洋ナシ、アケビなどの果物収穫量で全国一を誇り、すべての市町村に温泉があるという山形県。ここにMade in Japanを貫く工場がある。G-SHOCKの生産で知られるカシオグループ国内唯一の製造拠点、山形カシオ(1979年設立、従業員607人、腕時計・電卓・医療機器などを生産)だ。タイ、中国の製造拠点も管轄するマザー工場として存在感を放ち、デジタル生産を推し進める。最高級さくらんぼ「佐藤錦」の収穫時期を迎えた6月上旬、山形県中部の東根市(人口4万8千人)にある同社を訪ねた。

スマートファクトリー目指しQCDを向上
カシオ計算機株式会社 執行役員 生産本部長(兼)山形カシオ株式会社
代表取締役社長 福士 卓(たくみ)氏
代表取締役社長 福士 卓(たくみ)氏
マザー工場として国内で生産し続けるために匠の技で「知覚品質」を高めると話す福士卓社長
ねじ締めのデジタル化推進
金型設計・製造から成形、華飾、組立にいたるまでカシオ製品を垂直統合型で生産されています。生産性や品質の向上のためにどこに最も力を注いでいますか。
「カシオ計算機は様々な生産改革を進めており、開発側でPLM(プロダクト・ライフサイクル・マネジメント)改革、調達側ではSCM(サプライチェーン・マネジメント)改革を行っています。生産を担う当社はスマートファクトリーに力を入れています。デジタル化によって業務プロセスを改革してQCD(品質・コスト・納期)を向上し、発展・継続する工場を目指しているということです。これは全社の組織を横断するかたちで取り組んでいます。個々の組織で改革しても効果は表れにくいですから」
貴社はマザー工場として海外工場にどんなことを水平展開されていますか。
「関数電卓についてはタイ工場に7ラインありますが、単に自動機を導入するだけではまず機能しません。山形カシオ(1ライン)が新たな自動化のテーマを企画し見極めをして、その発展形を海外工場に部分的に導入しています。その際は機械を山形カシオの人間がセッティングをしに現地に行くことになります。設備を買えばできる自動化もありますが、それでは他社に打ち勝つことはできません。コストを下げる手法、品質を向上させる手法を考える必要があります。自動化ライン構築により生産能力が大幅に改善でき、品質アップにも貢献しています。ねじ締めにはハイオスの電動ドライバーを活用しています。タイ工場でも採用しており、全部で11ユニットあるうちの3ユニットでハイオス製品を使っています」
インタトルクで安定した締結
山形カシオさんでハイオス製品をどのように使っていますか。
「腕時計製造では裏蓋を締め付けるのに使っています。防水性を保証する肝になる部分で、Oリングという部品が裏蓋とケースの間に入って圧縮するかたちで気密性を保っています。ハイオスとは30年以上のお付き合いがあり、ハイオス製品は品質に直結するトルクの安定性が非常に高くトルク管理も行いやすい」
「関数電卓製造ではまず条件として1台あたり2カ所のねじ締めを7秒でこなすというタクト条件があり、それを満たすためにねじの自動供給を考えていたところ、他社ではモノが大きくて価格も高く、費用対効果が出ない。そこでハイオスに相談したところ、当社が目指すタクトを実現できしかも4割ほど導入コストを下げられるとあって非常に強い対応力をお持ちだということがわかりました」
「関数電卓製造ではまず条件として1台あたり2カ所のねじ締めを7秒でこなすというタクト条件があり、それを満たすためにねじの自動供給を考えていたところ、他社ではモノが大きくて価格も高く、費用対効果が出ない。そこでハイオスに相談したところ、当社が目指すタクトを実現できしかも4割ほど導入コストを下げられるとあって非常に強い対応力をお持ちだということがわかりました」
何台くらいお使いですか。
「現在、山形カシオ本社、山梨事業所、中国(2拠点)とタイの計5拠点でハイオス製品約1500台を使っています。ドライバーが最も多く約940台、あとはねじ供給機や周辺機器です。ビットをねじ中心部に誘導するハイオスのヘクサロビュラ形状の『インタトルク』は安定した締結が可能で、OCEANUS OCW-P2000に採用しました」
ハイオス製品で予兆保全へ
ねじ締めデータを記録して活用していますか。
「関数電卓のラインではねじ締め回数とエラー頻度のデータを集計し、まずは見える化を行っています。作業効率と品質アップに役立てているところですが、もっと多くに活用できるだろうと検討しているところです。たとえばビット交換を現在は定期的に余裕をもって実施していますが、将来的には記録したデータを基に適切な交換時期を決めるといった予兆保全を実現する予定です。ランニングコストを抑えられるうえ、予期せぬ生産停止もなくなります」
生産の海外シフトが言われて久しいですが、今後も日本で生産し続けるためにどんなことに取り組まれますか。
「腕時計では、G-SHOCK最高峰『MR-G』や高級ビジネス向け『OCEANUS(オシアナス)』といったハイエンドモデル時計をつくっていることがここ山形カシオの存在意義と言えます。技術力でハイエンド品をしっかりつくり込むことは当社の使命でもあります。ここにいる作業者や生産設備、検査装置、それに自動化技術を日々進化させていかないと国内で生き残っていけません。海外工場もしっかりと指導していかねばなりません。加えて当社はユーザーファーストを重視しており、お客様に使って喜んでもらえるよう『知覚品質』も高めています。匠の技を使った品質を知覚的にお客様に訴えるモノづくりです。商品の良さを実感してもらい、お金を出して購入した以上の価値があると認めてもらえるような工場であり続けたいです」

ブルーの発色にこだわった「OCEANUSマンタ」
時計専用工場、高級品のみ生産
光る職人ワザ

免振性をもたせた金属の線で囲まれた組み立て工場。設備がぎっしりで作業者は少ない。
耐衝撃構造をもつフルメタルのケースにダイヤモンドライクカーボンによる超硬質コーティングを施したチタン外装などを特徴とするG-SHOCK最高峰「MR-G」やビジネスパーソン向けの「OCEANUS(オシアナス)」。2018年に完成した新棟にあるショールームにはそれらがずらりと並ぶ。つくるのはその隣にある時計専用工場だ。
ムーブメント製造ラインにはモニターや細かな装置がぎっしり詰め込まれ、そのすき間に作業者が10人ほど。地震が起きたら大変だと思ったら、「金属の線で囲まれたこのエリアはその周りから独立しているので震度6強の揺れでも問題ありません」とのこと。組み込まれる部品は当然ながら細かいものばかりで、小さなギアは軸径わずか0.2ミリでこれがマグネットと一体成形される。

マイスターが拡大鏡越しに熟練工ドライバーで確実にねじ締めをする。
工場の中心部には製品モジュール組み立て→ソーラーパネル・文字盤取り付け→針圧入→針位置・角度調整→針高さ調整→ケース封入・裏蓋装着と各工程の作業が進む。
G-SHOCKは年間900万個以上生産し、その5~10%をここで生産する。ここでは高価格帯モデル(MR-Gは30万円以上もする)のみを手がける。
G-SHOCKは年間900万個以上生産し、その5~10%をここで生産する。ここでは高価格帯モデル(MR-Gは30万円以上もする)のみを手がける。
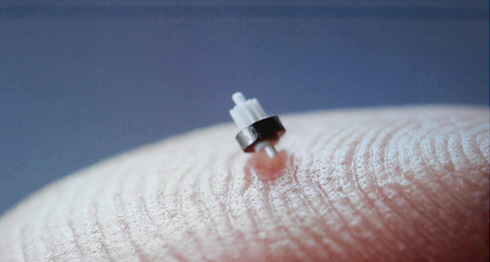
指先に載る樹脂製ギア。マグネットを金型にセットしてから一体成形される。
関数電卓工場、自動化とり入れ高速生産
人の動作を数値化し、日々改善
時計ムーブメントラインの技術を応用し、自動化を進めているのは関数電卓工場だ。半田付けやねじ締め、画像処理による検査を人手を介さずに行えると木村真一取締役は説明する。
「自動化は品質のバラツキをなくし、フレキシブルな生産、生産負荷の増減に対応できます。生産量が減れば機械は休ませればいい。人は休ませられませんが」
1日3500台生産し、2直で7000台の生産も可能という。ここで確立された生産技術は海外へ展開されている。
「自動化は品質のバラツキをなくし、フレキシブルな生産、生産負荷の増減に対応できます。生産量が減れば機械は休ませればいい。人は休ませられませんが」
1日3500台生産し、2直で7000台の生産も可能という。ここで確立された生産技術は海外へ展開されている。

供給装置を含めたハイオスの自動機用ドライバーで、時間を要した2カ所のねじ締めを7秒以内でバラツキなくこなす。
作業者が担う部分もある。潤滑剤の塗布やリード線の半田付けなどで「自動化に不向きなところは手作業に頼っています。すべてを機械化することが必ずしもよいわけではない。コストとの兼ね合いもあります」とのこと。よく見ると作業者の周りにはいくつもカメラが設置されている。指定された各作業を何人がどんな姿勢でどれくらいの時間をかけて行ったかが記録されるという。
「スマートファクトリー化の取り組みの一環です。生産効率が下がったときにどこに原因があるかを分析し、改善することができます」
就業工数(勤務時間)に対して実働工数(作業時間)はどれくらいの割合か、また特定の作業に対して作業想定時間と実際にかかった時間との違いなどが数値で分析される。ここまでされると作業者はちょっと息苦しくならないだろうかと心配してしまうが、作業効率と製品品質は確実に向上しているという。
「ムダな作業を除き、リードタイムをなるべく短くする観点で進めています。自動化と手作業を組み合わせ、全体としていかにQCDを高めるかにスマートファクトリーと絡めて取り組んでいきます」

作業者の動作をカメラが記録する様子