

SUPPORT
サポート
用語集
No.
用語
説明
カテゴリー
かじりとは?
おネジとめネジが溶着する現象をかじりといいます。おネジとめネジが噛み合った時、ネジ山に摩擦熱が発生し、その熱でネジ同士が溶着してしまうのです。切り粉などの異物がネジに付着している状態でネジ締めをすると、かじりの原因になります。かじったネジを無理やり引き抜こうとすると、ネジの破損だけでなく、工具の故障につながります。
原因と対策
適切なトルクでネジ締めを行いましょう。潤滑剤の塗布や表面処理を施すことで、摩擦係数の値を小さくできます。ただし、摩擦係数が小さくなるとネジが締まりやすくなるため、締め付けトルクの見直しも同時に行い、トラブルを未然に防止しましょう。対策前と同じトルクでネジ締めをすると、かじりの原因になります。
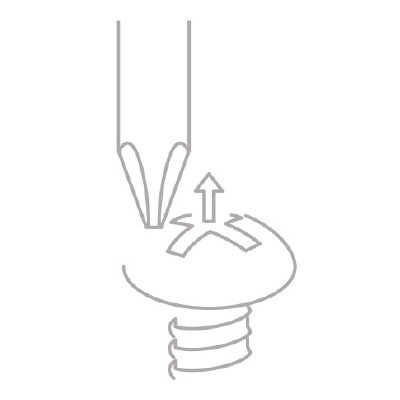
カムアウトとは?
カムアウトとは、ネジ締めの際にネジ頭からドライバの先端がずれて外れる現象のことを言います。カムアウトを起こすことでネジの十字穴が潰れたり、ドライバ先端が破損したりという不具合に繋がります。
対策
・押す力を70、回す力を30のバランスを保ちネジ締めを行いましょう。押す力が十分にないと回す力が横に逃げ、カムアウトが発生します。
・ネジに対して垂直に押しましょう。斜め下に力が入るとネジ頭からドライバが外れやすくなります。
・ネジの十字穴に対してピッタリとはまるドライバまたはピットを使用しましょう。サイズが異なるとその分だけ外れやすくなってしまいます。
・ネジに対して垂直に押しましょう。斜め下に力が入るとネジ頭からドライバが外れやすくなります。
・ネジの十字穴に対してピッタリとはまるドライバまたはピットを使用しましょう。サイズが異なるとその分だけ外れやすくなってしまいます。
締め付けトルクとは?
締め付けトルクとは、ネジを回転方向に回す力のことです。加える力をF、ネジの中心部から力をかける箇所までの距離をLとすると、締め付けトルクT [N・m] = F [N] × L [m]で表せます。締め付けトルクは、大きすぎても小さすぎてもトラブル発生の要因になります。締め付けトルク表を用いて、適切な締め付けトルクでネジ締めをしましょう。
締め付けトルク表
締め付けトルク表とは、適切なトルクで締め付けるための目安となる表です。ネジの強度や材質、使用する工具によって締め付けるトルクが異なります。以下が締め付けトルク表です。
<JISの標準トルク表参照>
<JISの標準トルク表参照>
4
ドライバー
締め付け破断トルク
大き過ぎるトルクでネジ締めを行うと、ネジ自体が壊れてしまいます。ネジが壊れる大きさのトルクのことを、締付け破断トルクといいます。
ドライバー
緩みトルクとは?
戻しトルクのことを指します。締め付けたネジをトルクレンチで緩め、ネジが再度回り始めた時のトルク値です。締め付けトルクの検査方法の一つです。容易に測定できますが、緩めたボルトをもう一度締めなければならないというデメリットもあります。
測定方法
戻しトルクは締め付けトルクよりも0.8倍程度弱くなります。M4以下の比較的小さいネジでよく使用される方法です。
増し締めトルクとは?
締め付けたネジを再度トルクレンチで締め付け、ネジが再び回り始めるときのトルク値です。戻しトルク法では検査後もう一度ネジ締めをおこなう必要がありますが、増し締めトルク法ではその必要はありません。
他検査方法(戻しトルク法、マーク法)との違い
締め付けトルクの検査方法は増し締めトルク法以外に、戻しトルク法とマーク法があります。戻しトルク法では、締結されたネジをトルクレンチで緩め、再度回転を開始した時のトルク値を読み取ります。マーク法では、締結されたネジにマーキングを行った後、ネジを緩めます。再度マーキングした位置まで締めた時のトルク値を読み取ります。
7
ドライバー
トルクばらつき
ネジ締めを感覚的に行うと、人によってトルクばらつきが発生します。ネジ締めをする際は、トルク表の値に従いましょう。
ドライバー
8
ドライバー
トルクアップ
ネジ締め終了時にネジが着座し、設定されたトルクに到達すると出力トルクが上がることをトルクアップといいます。
ドライバー
9
ワーク
ワーク
ワークとは、加工の対象となる材料や部品のことです。主に機械加工や樹脂加工をする際に使用される用語です。
ワーク
10
ドライバー
オフセット
オフセットとは、ねじ穴の位置ずれのことです。ずれが大きいとねじの転びの原因になります。
ドライバー
11
ネジ
直進性
ネジは回転運動をしながら直進します。ネジ穴に対してネジを真っすぐにしないままネジ締めをすると、斜め締めとなり、かじりの原因になります。
ネジ
12
ネジ
横締め
横締めとは、水平方向からネジを締める方法です。垂直方向のネジ締めと比較して、ぐらつきが発生しやすいため注意が必要です。
ネジ
13
ネジ
斜め締め
斜め締めとは、ネジがネジ穴に対して斜めに締まってしまう現象のことです。ドライバーでネジ締めする際、垂直に力が加わっていないと斜め締めの原因となります。
ネジ
14
ネジ
頭なめ
ネジ頭の溝が潰れてしまうことを頭なめといいます。サイズの合っていないドライバーでネジ締めすると、発生しやすくなります。
ネジ
15
ネジ
穴バカ
ネジの締め付け・取り外しを繰り返すことで、ネジ穴が広がっていきます。ネジが留まらないほどに広がってしまったネジ穴を穴バカとよびます。
ネジ
16
ネジ
ネジ浮き
ネジ浮きとは、締め付けトルクの不足などにより、ねじが着座していない状態のことを指します。
ネジ
17
ネジ
駆動部
駆動部にはドライバを差し込む穴が開いています。力が大きすぎると駆動部が潰れ、ネジ締めができなくなります。
ネジ
18
ネジ
バリ
ネジの製造過程で、旋盤でのネジ切り加工があります。この時にネジ山のバリを取り切れていないと、ネジ締めをした際にかじりの原因になります。
ネジ
19
ネジ
嵌合
嵌合(かんごう)とは、ねじ駆動部頭部とのはめあい度合いを示したものです。
ネジ
20
ネジ
推力
推力とは、進行方向に物体を推し進める力です。ネジの場合、締結体に向かって推し進んでいきます。
ネジ
21
ネジ
破断
ネジは時間の経過とともに突然破断することがあり、これを遅れ破壊といいます。一方で、ネジに振動が加わることで破断する疲労破壊があります。
ネジ
22
ドライバー機構
回転パルス
『パルス』は英語で脈拍や鼓動などを意味する言葉で、電気設計で使われるパルス信号とは、電気信号に一定の幅を持った波(通常矩形波)のことを指します。
ドライバー機構
23
ドライバー操作
ティーチング
ネジ締め開始から着座までのモーターの回転パルス数を、ドライバーに自動認識させることをティーチングとよびます。
ドライバー操作
24
ネジ
スクリューカウンター
(カウンター)
(カウンター)
スクリューカウンターとは、締付けたネジの本数を数える機能です。作業者によるネジの締め忘れを防止します。
ネジ
25
ドライバー
ブラシレスモーター
ブラシレスモーターとは、カーボンブラシがないモーターのこと。ブラシレス化によりモーターの寿命が長くなります。
ドライバー
26
ドライバー
カーボンブラシ
カーボンブラシがモーターの回転子の電極に接触し、コイルに通電することで、モーターが回転します。
ドライバー
27
サクション
サクション
サクションには「吸い上げる」という意味が含まれています。サクションドライバーのネジを吸い込む機能を利用すれば、ネジを拾う手間を無くせます。
サクション
28
ドライバー
トランスレス
トレンスレスとは、変圧器による電圧変換が不要で、AC100Vへダイレクトに接続が可能です。
ドライバー
29
ドライバー
コントローラー内蔵
コントローラ内蔵とは、制御系と電源系が一体になった機器の制御系の部分を指します。
ドライバー
30
ドライバー
PLC接続
PLC(Programmable Logic Controler)では工作機械、ランプ、ブザーを制御します。電動ドライバーに対しては出力信号、入力信号の制御が可能です。
ドライバー
31
ドライバー
トルク調整
トルク調整とは、用途に合わせてドライバーの出力トルクを変更することです。径の太いネジを取り扱う場合は、高いトルク値に設定します。
ドライバー
32
ネジ
深穴
深穴とは締め付け部材のねじ穴が部材表面ではなく、部材の奥深くにネジ穴があることを言います。
ネジ
33
サクション
エアー圧送
エアー圧送とは、コンプレッサーのエアーで、パイプ内に圧力をかけて空気でネジなどの対象物を移動させることです。
サクション
34
レシプロ
レシプロ
『レシプロ』は、ねじをドライバー先端にエアーで圧送するドライバーシステムの総称です。
レシプロ
35
タクト
タクト
タクトとは「拍子」という意味を持っています。1つの製品を完成させるまでの時間をタクトタイムとよびます。
タクト
ネジフィーダーとは?
ネジフィーダーとは、ネジを自動で供給する機器のことです。ネジの整列が行われ、1本ずつネジを供給します。ネジフィーダーを使用することで、ネジ締め作業の効率が向上します。
ハイオスのネジフィーダー
ハイオスのネジフィーダーにはロボットによる自動組み立てラインで使用する自動機用と、人がネジ締めを行う際に使用する手動器の2タイプがあります。現在ではネジ自動供給器と表現しています。
37
サクション
バキュームポンプ
バキュームポンプとは、ネジをビットの先端に吸着させるために、負圧を発生させる装置です。
サクション
38
ドライバー
確認締め
確認締めは増し締めのことを指します。ネジが適切なトルクで締め付けられているか確認する作業です。
ドライバー
増し締めとは?
増し締めとは、ネジが適切なトルクで締め付けられているか確認する作業のことをいいます。「強い力でネジ締めをする」という意味ではありません。例えば、車を運転しているとタイヤに締め付けられているナットが緩んでくることがあります。定期的に増し締めを行い、ナットの緩みを点検することで、安全な運転が可能となります。
マーキングについて
マーキングを行うことで、増し締め防止だけでなく、ネジの緩みが発生しているかどうかの確認にもなります。仮締めと本締めが完了したらマーキングを施します。緩みが発生すると、マーキングの線が徐々にずれていきます。その場合、再び適切なトルクで増し締めをして対応しましょう。
40
ネジ
着座
着座とは、ネジ頭部の座面が、被締結物に接触したことをいいます。
ネジ
41
ネジ
チャッキング
ステンレスや真鍮製のマグネット吸着ができないネジを、チャック装置で固定することをチャッキングといいます。
ネジ
42
ドライバー
ダンパー
ダンパーはドライバーが下降する時に、ワークへの衝撃や振動を弱めたり、ネジやドライバーへの負荷を軽減するものです。
ドライバー
43
ピックアップ方式
自動ネジ締めロボットに搭載する自動機用ドライバーで、ネジ供給器から、ネジをビットの先端に吸着させてワ-クに締め付ける方式の事です。
44
ネジ
セルフタップ
めネジ加工が施されていない穴に直接締め付けができるネジです。下穴さえ開ければ締結できるため、作業工程を減らすことができます。
ネジ
45
ネジ
インサ-ト
樹脂やアルミのような材料は、ネジ切りによる損傷が発生しやすくなります。このような材料に埋め込むナットをインサートとよびます。
ネジ
46
ネジ
ヘリサ-ト
ヘリサートはスプリング状の形をした部品で、強固なめネジを作り出すことが可能です。高い締結力だけでなく、めネジの破損を防ぐ役割もあります。
ネジ
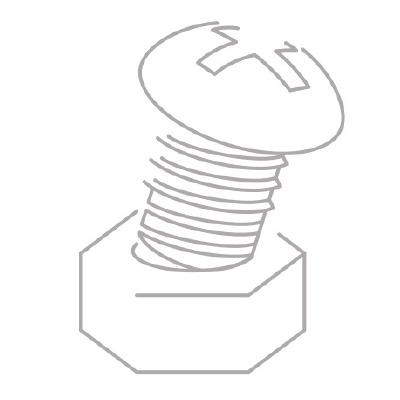
セムスネジとは?
セムスネジとは、製造の段階でネジにワッシャー (座金)が組み込まれているもの。多くは緩み防止としてスプリングワッシャーも組み込まれています。ワッシャーの内径はネジ山よりも小さく設計されているため、外れにくい構造になっています。ワッシャーの入れ忘れや脱落を回避できるため、効率良いネジ締めが可能となります。
種類と用途
セムスネジは、おネジ頭部の形状と、ネジに組み込むワッシャーの組み合わせによって種類が決まります。ワッシャーの枚数が1枚の場合はシングルセムス、2枚付いている場合にはダブルセムスとよばれます。セムスネジを使うことで、ネジの緩みや材料に座面が埋没するのを防ぎます。たくさんの種類のセムスネジがあるため、用途によって上手に使い分けましょう。
48
ネジ製造
塑性変形
塑性変形とは、加えられた力による変形が、力を除いてもそのまま維持される性質のことです。
ネジ製造
49
ネジ製造
転造
ねじ山を成形する工程。
ネジ製造
50
ネジ製造
圧造
ねじ頭部を成形する工程。
ネジ製造
51
ネジ製造
浸炭焼入れ
浸炭焼入れとは熱処理の1つで、金属表面に炭素を浸透させて硬化させる方法。表面は非常に硬くなり、内部は柔軟なため割れにくいネジができます。
ネジ製造
52
ネジ製造
調質 (焼入れ・焼戻し)
調質焼入れとは、非常に高い温度で加熱した後、油や水で冷やす方法です。焼入れ・焼戻しを行うことで硬く、割れにくい金属が生成されます。
ネジ製造
53
物性
イナーシャ
イナーシャ (慣性モーメント)とは物体の回転しにくさを表したものです。イナーシャの値が小さければ回転体は回りやすくなります。
物性
54
ドライバー
ビット
ビットとは、回転することで対象物に穴を開けたり、ネジ締めを行います。通常、電動ドライバーの先端につけて使用します。
ドライバー
55
ネジ
シャンク
ドライバーの先端部分にはビットを取り付ける受け口があります。この受け口には、ビットを固定するための機構があり、ビットを簡単に着脱できます。シャンクの形状は、ハイオスシャンク型と六角シャンク型があるため選択する必要があります。
ネジ
56
物性
摩擦力
物体同士が接触している時、片方の物体を一定の方向に動かすと、もう一方には反対方向の力が発生します。これを摩擦力といいます。
物性
57
物性
降伏点
材料に力を加えると、力の大きさに比例して材料が変形します。降伏点とは、力を大きくしていったときに応力が一気に低下するポイントです。
物性
58
ネジ
締結物
締結物とは、ボルトやナットなどの材料を固定するための部品と、被締結部材から構成される物体です。
ネジ
59
物性
反力
反力とは、ある物体に荷重が掛かると、力のつりあいを保つために、反対方向の力が働くことです。
物性
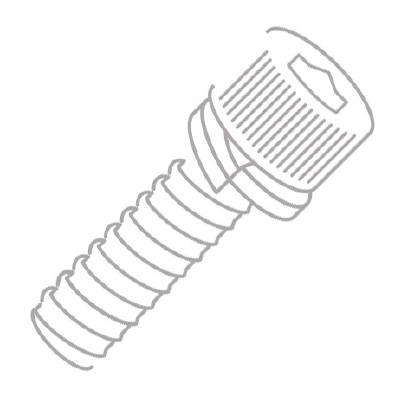
60
ネジ
小ネジ
ネジの外径が、比較的小さいおネジのことを小ネジといいます。頭部の形はさまざまで用途によって使い分けます。
ネジ
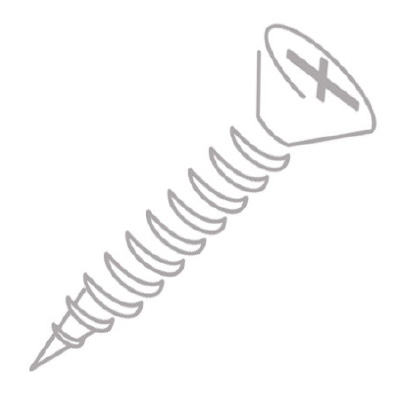
タッピングネジとは?
タッピングネジとは、ナットのようなめネジを使用しなくても、下穴さえあれば締結できるネジです。ネジ山のピッチが粗いため、自ら部材へネジ立てを行います。めネジが無くてもネジ締めが可能なため作業性が良く、さらにネジの緩みが発生しにくい点が特徴。ただし、ネジの取り外しが困難なため、何度もネジの取り外しをしたい場合には不向きといえます。
種類と用途
タッピングネジにはたくさんの種類がありますが、最も多く使われてるものが1種タッピングネジです。ネジのピッチが粗く、先端が尖っているのが特徴。その他にも先端が尖っていないものや、みぞ付きのタッピングネジなどがあり、用途によって使い分けます。タッピングネジは一般的にアルミ板、樹脂板、木材のような柔らかい材料に対して使用されます。
62
その他
フィニッシュ信号
フィニッシュ信号とは、ネジ締め終了を知らせる外部出力信号のことです。
その他
63
その他
AF
AFはオートフィニッシュの略で、ネジ締め完了時にトルクアップ信号を外部へ自動出力する機能です。
その他