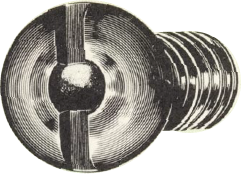

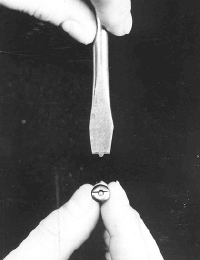
トツねじ
ハイオス誕生の原点となるトツねじ。当時主流であったマイナスねじを改良し、頭のマイナス部中心に凹部を設け、ドライバーの横滑りを防止。使い勝手が良くなり、作業効率を大幅に改善した。
TOPICS
 50年の歴史
50年の歴史

トツねじの開発をきっかけに、業界のニーズを先読みすべく自動でねじを締められる「自動ねじ回し(後の電動ドライバー)」の開発に着手する。
この頃、ねじ締め工具としてエアーツールが普及していたがトルク設定が難しいうえ、締め付け時の打撃音がうるさく、またエアーと一緒に油分や水分が降りかかるなどの問題があったため、精密機器には使用できず手締めで組み立てが行われていた。「いいものを作りたい」という戸津のものづくりへの執念が実を結び、電動ドライバーのM型ドライバーが完成。現場は手締めから電動へと切り替わり、作業時間が大幅に短縮され生産効率が向上した。

1935年アメリカのヘンリー・F・フィリップスという技術者によって発明されたプラスねじ。1960年代から徐々に普及し、やがて市場を席捲。生産ラインの合理化には欠かせないねじとなる。ところが、マイナスねじのように横滑りはしないものの、ドライバーがねじから逃げてしまうカムアウトが起きてしまうため、上から推力を与えて締め付けなければいけない。そこで、プラスの切り込みを斜めにせずに、水平に打ち込むことでカムアウトしないプラスねじを開発した。これがトツプラねじだ。
いくら精度の高いドライバーを開発してもねじの品質が悪ければねじ締め不良はなくならない。トツプラねじの圧倒的な安定性は、ねじ締め品質の向上に大きく牽引した。
これまでのねじで自動化しようとすると、十字ねじではカムアウトによる推力やビットの摩耗の問題があり品質が安定しなかった。星形のヘクサロビュラ形状では十字に比べ推力はほとんど必要ないが、ぐらつきが生じ作業性が悪いためロボットが度々止まるトラブルが発生していた。これらすべてを解決したのが、ねじ史上最高の実力を発揮するインタトルクだ。
インタトルクは、星形のヘクサロビュラ形状に当社の最初の開発品であるトツネねじのデザイン同様、円形の凹部を設けることで、従来のぐらつきを防止して安定性を高めた。
これにより自動化で最も難易度が高いとされる横締めや斜め締めもクリアした。また、推力やビットの摩耗、そしてぐらつきなどが原因で起こるねじ締めミスを低減することで大幅なコスト削減を実現。インタトルクがこれからの産業界をがらりと変えていく。

従来のドライバーは、ねじが正しく締まったかどうかの判断を作業する人の経験や勘に頼ることが多く、人の技量によって品質が左右されることが多かった。そのため未経験者は必ずトレーニングを必要とされていた。つまり、ねじ締めは人に依存することが前提となっていた。効率的に安定したねじ締め品質を維持するためには、自動化・デジタル化を推進し脱“人” しないといけない。それを可能にしたのが、この熟練工だ。
モーターから発信される信号を読み取り、パルス数を確認。見た目では判別不可能な着座の状態をパルス数で判断する。だれでも適正なねじ締めを効率的に行うことができる。これでだれもが熟練工となる。
ハイオス誕生の原点となるトツねじ。当時主流であったマイナスねじを改良し、頭のマイナス部中心に凹部を設け、ドライバーの横滑りを防止。使い勝手が良くなり、作業効率を大幅に改善した。
TOPICS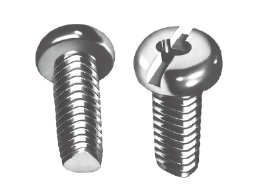
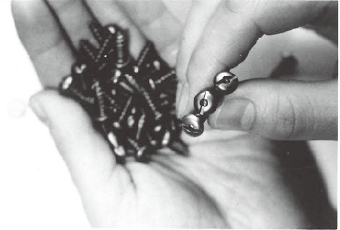
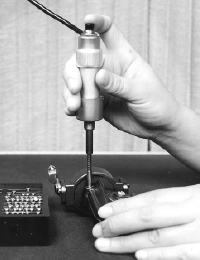
トツねじの開発と並行して、ビットの開発にも着手。非金属性のねじをエアーを使わずに拾い上げる独自のチャッキング方式を開発。磁気を嫌う精密電子機器の組み立てに効果を発揮した。さらにビットの刃先をチップ状にして、刃先が摩耗した場合チップのみを交換できるように工夫した。これによりビットの節約を可能にした。
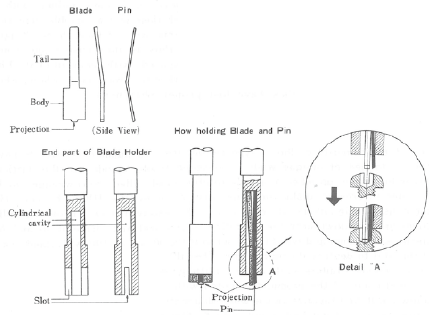
自動チャッキング方式の図解
東京都墨田区押上で研究所を設立。
世界初となる産業用電動ドライバーM型を発売。エアドライバー全盛期の高度成長時代に、ダイヤル式でトルク調整が可能になり、電動化の幕開けとなる。
TOPICS
M-1000試作機
電動ドライバー1号機として完成したM型ドライバー。
電流制御によりダイヤル式で4段階の精密なトルクコントロールが可能になる。さらに電源トランスとの接続により使用電圧を100Vから26V以下(低電圧)に下げ、作業者の安全を考慮して設計されている。またエアードライバーに比べ静音で持ち運びに便利な小型・軽量な点も優れていた。当時、精密部品の組み立てのほとんどを家庭内職に委託することが多かったが、主婦が締めても一本一本を同じトルクで締め付けることができ、高品質な製品を生産することができた。


完成品
M 型電動ドライバーと電源トランス

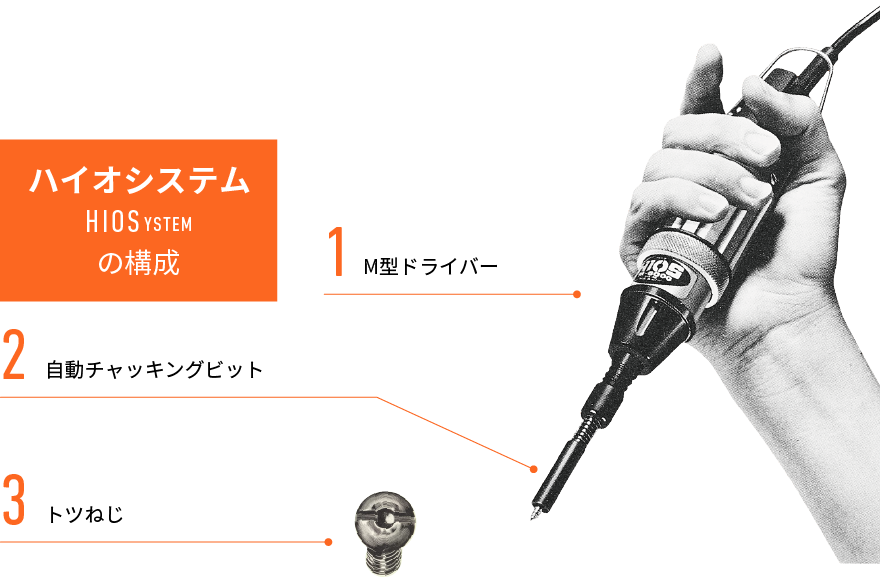
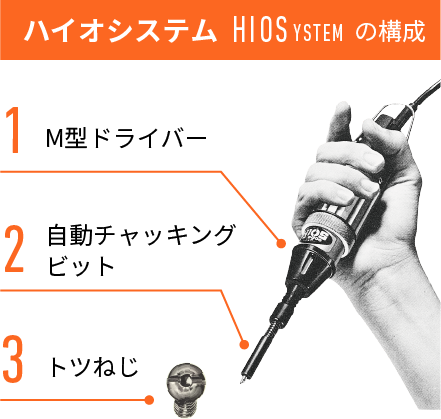
初期の開発製品(トツねじ、自動チャッキングビット、M型ドライバ-)の組み合わせにより、一度のチャッキングで確実にねじをキャッチし、ねじ締め作業の効率を劇的に改善する画期的なシステムを考案する。
このシステムをゴルフのホール・イン・ワン・ショット(システム)Hole In One Shot(System)に重ね合わせ、単語の頭文字を取りHIOSYSTEMと名付けられる。のちにHIOSと省略され社名の誕生となる。また、コーポレートロゴの「O」はトツねじの形を象徴するデザインとなっている。


東京都港区赤坂にて、ハイオスブランドとして本格的にねじと電動ドライバーの販売を開始する。
コーポレートロゴ
ハイオスブランドとして最初のカタログ

HIOSYSTEM(ハイオシステム)の紹介カタログ
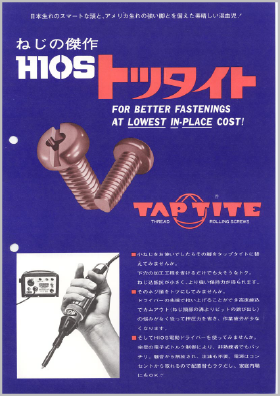
日東精工が製造・販売している「おむすび型」をした脚が特徴のタップタイトとトツねじの長所を合わせ持つトツタイトを発売。
電子機器の内部基板が金属素材から合成樹脂へ移行し始める。ところが、従来のエアードライバーでは正確なトルクコントロールが難しいうえ、回転スピードが速く樹脂に摩擦熱が生じ溶けてしまう問題があったため使用できなかった。
それに対して、精密なトルクコントロールが可能で、回転スピードが遅いM型ドライバーが実力を発揮することとなった。これを機にカメラのボディの合成樹脂化や、電卓の薄型化が進行した。

お客様の要望により新たに高トルクタイプのドライバーM-6000が加わる。
低電圧設計により子供が触れても「安心・安全」をアピール。創業当時から環境に配慮した製品の開発に取り組み、ねじ締め品質の改善に努めている。
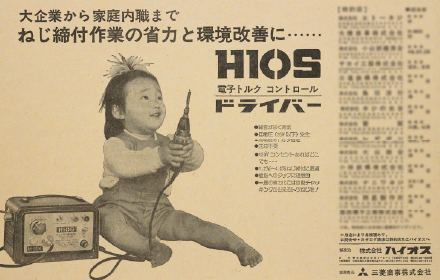
自身の娘をモデルに戸津自らが撮影。
【精工舎(現・セイコー)】
高精度の振動子時計 ビブロン
精工舎(現・セイコー)より、トツねじとM型ドライバーの使用によって、組み立て現場の大きな作業改善に繋がったとして外注先に対しては珍しい「効率的システム開発」の表彰を受ける。

【ナショナル(現・パナソニック)】
テレビの内部組み立て
世界最小ICテレビTR-001。大阪万博にも登場した1.5型ブラウン管採用の小型白黒テレビ。大阪万博でタイムカプセルの中に納められた品物の1つ。

【ソニー】 ラジカセの組み立て
世界に先駆けて内部基板を金属素材から合成樹脂に変換したラジカセ「テレコCF-1610」。

【任天堂】 ゲーム&ウオッチ
任天堂の日本で初めての携帯ゲーム機「ゲーム&ウオッチ」。


子ども用の玩具にもトツねじは使われた。
業界初、オートクラッチ式ドライバーを発表。軽薄短小化時代の工業製品の組み立てで活躍し、現在まで続く超ロングセラー製品となる。
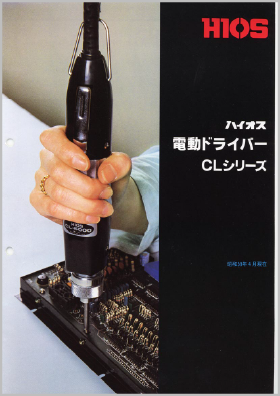

CL-6500
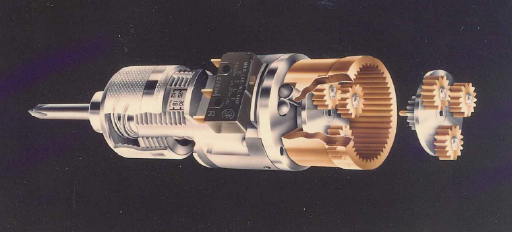
遊星歯車機構の減速とクラッチの複合機能を応用した新クラッチ方式。これにより正確なトルクを自動制御することが可能になる。
ねじ径が3ミリ以下の精密分野のねじ締めは、エアーから電動へと本格的移行期に突入する。電動ドライバーの市場が拡大され、カメラ・ビデオ・時計・コンピューターなどの精密組み立てにも使用される。そんな中、CL型ドライバーは精密組み立てライン導入率ナンバーワンの地位を確立する。

当時、ドライバーの組み立ては東京・赤坂のオフィス内で行われた。

ドライバーのトルクを検査する様子。
充電式トルクテスターを開発。締め付けトルクの設定やトルク管理が可能になる。


HD-50
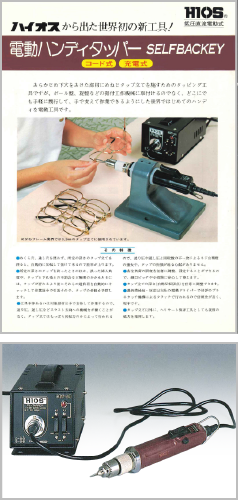
世界初、ハンディタイプの充電式ドライバーが誕生。ハイパワーかつ、正確なトルクコントロールが可能なF型は海外の自動車メーカー、フォルクスワーゲンがいち早く組み立てラインに導入した。その後BMW、ベンツ、クライスラーや、アメリカの航空機メーカーで採用される。
TOPICS

当時の電動ドライバーの多くはコードがついていたが、リチャージブルバッテリーが開発されたことを機に、独自のプラネタッチ方式を搭載したハンディタイプの充電式電動ドライバーを開発する。コードレスによる作業性の高さと相まって、製造ラインの効率化に大きく寄与した。リリース当時は国内よりも海外での評価が高く、特に欧州の大手自動車メーカーで次々と採用となった。
バッテリーを開発した三洋電機から、電動ドライバーという新しい分野の用途を開拓したとして感謝状をいただいた。メーカーのニーズを先読みし、常に一歩先を行くハイオスの製品開発力の証となった。
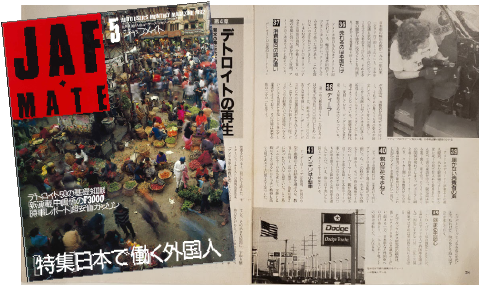
1992年(平成4年) JAF MATE。クライスラーの工場で女性がF-9000を使用し車の組み立てをしている写真を掲載。

創立10周年
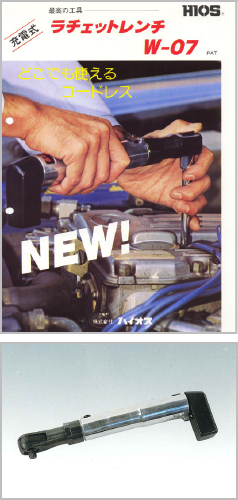
創立10周年を記念して、モーターの動力で仮締めを行い、最後のひとひねりを手動で締めるユニークな充電式ラチェット&クラッチ付きドライバーを発売。小型・軽量かつねじの脱着スピードは手動の6倍!メンテナンス作業に最適。
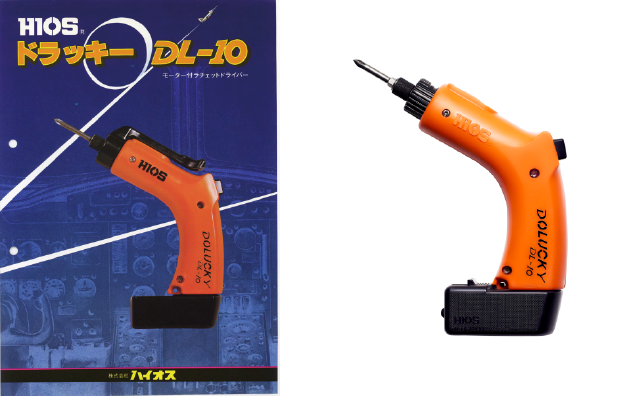

ドラッキー
キャラクター
業界初、オートクラッチ式ドライバーを発表。軽薄短小化時代の工業製品の組み立てで活躍し、現在まで続く超ロングセラー製品となる。


アイデア製品
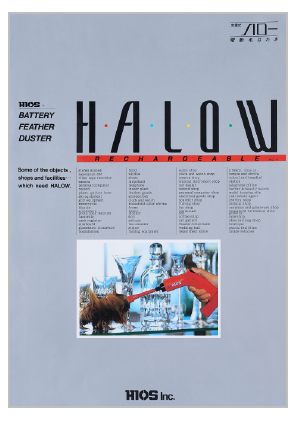
電動ドライバーのモーターの回転力を利用したユニークな電動毛はたきを発売。ソフトでスピーディーにホコリを取り隙間のチリもきれいに払う、画期的なアイテムとして話題となる。

初めてコントローラーを全て本体に内蔵したトランスレスタイプの電動ドライバーが誕生する。AC100Vのダイレクトインで使用が可能になる。

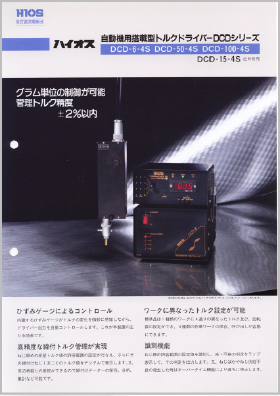
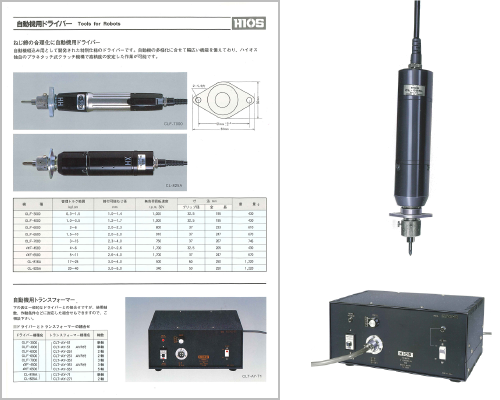
締め付けトルクをグラム単位で数値入力が可能。トルク精度の高い自動機用ドライバーを発売。さらに時代を先取り、ねじ締め合否判定機能を開発した。
自動機用に開発された特別仕様のドライバーを発売。ねじ締めの省力化・自動化に本領を発揮。ロングセラーの商品として現在も販売されている。

創立20周年
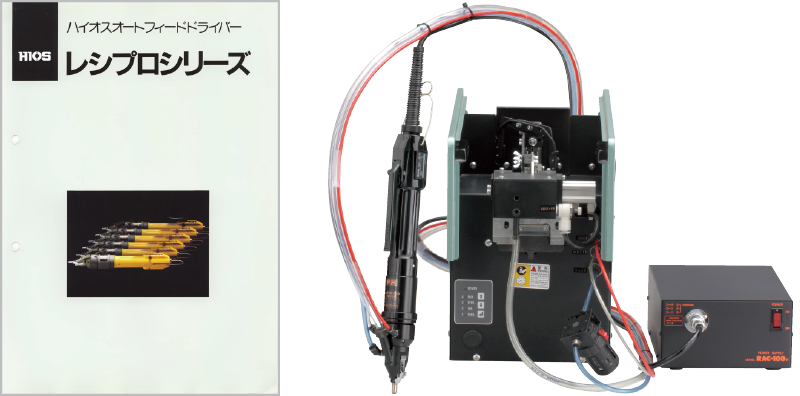
レシプロは、ねじをエアーでビット先端まで送り込む機構で、ねじ締め完了と同時に次のねじが自動的に送られてくる。ねじ締めの自動供給システムとして、大幅に作業効率を向上する。
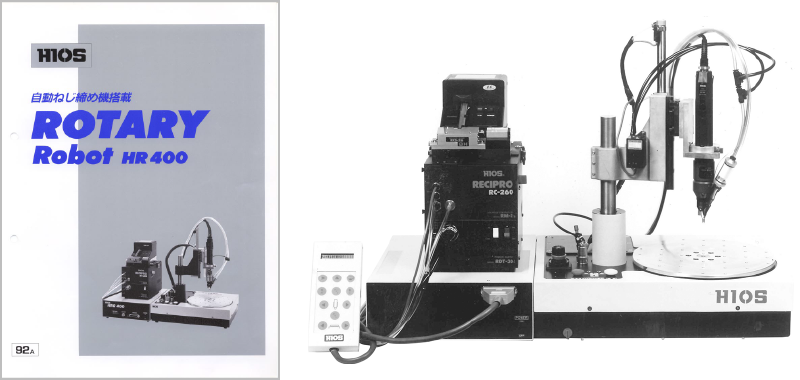
作業台が回転するユニークな自動化用ねじ締めロボットを発売。多品種少量生産に対して効果を上げ、評価される。
ACLシリーズに続いて作業効率を追求し、高速回転で締め付けが可能なドライバーを開発する。

小型パソコンの多用化時代の到来により、長年の技術と経験を活かし、締め付け時の衝撃を吸収したドライバーを発売する。

100データメモリー機能により締め付けデータの記録と管理が拡張し、生産管理のシステム化を多機能によりサポート。世界中の生産現場で標準器として愛用されている。

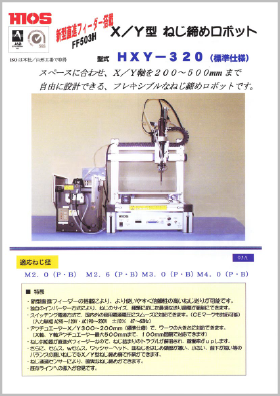
ねじ締めロボットのロータリー型に続き、X/ Y軸方向のロボットを開発。ロボットの作業範囲を自由に設計でき、簡単なティーチングと容易な操作で幅広く活躍する。
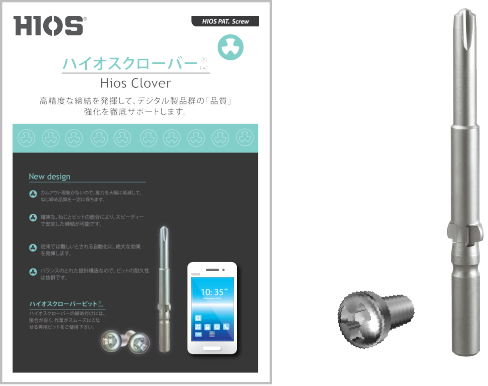
従来の十字ねじの欠点であったカムアウト(ビットが浮き上がる現象)を防止して、常に安定したねじ締め品質を実現。カムアウトによる部材へのダメージや、推力を低減して作業者のストレスを解消する。さらにメンテナンスやリサイクルの際に確実な取り外しが可能になり、環境にやさしいモノづくりを提供する。
TOPICS
2001年(平成13年) 第6回千葉県ベンチャー企業経営者賞『千葉県知事賞』及び『ベンチャー企業経営者賞』
主催:千葉県産業人クラブ
2001年(平成13年) 日本機械学会関東支部賞『技術賞』
主催:(財)日本機械学会
2003年(平成15年) 第一回モノ作り部品大賞『日本力賞』
主催:㈱日刊工業新聞社
2004年(平成16年) 第30回発明大賞『 発明大賞池田・特別賞』
主催:(財)日本機械学会 ㈱日刊工業新聞社
2006年(平成18年) 文部科学大臣表彰 科学技術賞『技術部門』
主催:文部科学省
2007年(平成19年) 春の褒章・叙勲『 黄綬褒章』受賞
主催:文部科学省

「ねじ」の重要性をテーマにした新聞広告で、日刊工業新聞社主催の2008年「第43回日本産業広告賞」新聞部門第2部「奨励賞」を受賞した。戸津の直筆で大きく「ねじ」と書かれたシンプルな構成。

創立30周年
環境配慮型ブラシレスドライバーを開発。カーボン粒子の排出がなくドライバーのトルク精度と耐久性が大幅に向上。安定した品質管理が可能に。

ねじ締め作業の省力と環境改善をテーマとした1973年(昭和48年)当時の新聞広告(セピア色の新聞)を最新鋭ブラシレスドライバーの広告に活用。
カーボン粒子の粉が付着しドライバー内部が真っ黒に。性能低下の要因となる。
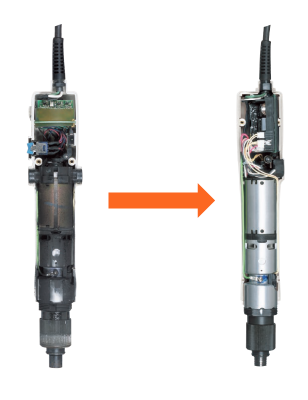
内部がクリーンで常に安定性能を維持でき耐久性が向上する。
カーボン粒子の粉が付着しドライバー内部が真っ黒に。性能低下の要因となる。
内部がクリーンで常に安定性能を維持でき耐久性が向上する。

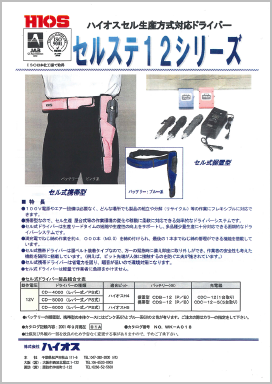
設備コストや無駄を省いた一人完結生産をサポート。場所を選ばず製品の組み立てや、分解(リサイクル)の作業に柔軟に対応し、フル充電で最大約4000本のねじ締めが可能。ドライバーを腰に装着する携帯型と、台車や自動搬送に取付ける据置型の2種類をラインアップ。

作業者のねじ締め忘れ(ポカミス)を防止するカウンター機能付き電源を発売する。

扇形の厚い羽根幅と、ストレート設計によりカムアウトを防止。自動化に絶大な効果を発揮。
ねじの締め付けごとに合否を判定して、締め付けデータを全てPCに記録。ねじ締めの品質管理を可能に。

2010年(平成22年) 超モノ作り部品大賞『機械部品』部門受賞
主催:千葉県産業人クラブ
2011年(平成23年) 第1回千葉県「千葉ものづくり認定製品」に認定
主催:千葉県商工労働部産業振興課
2013年(平成25年)「 九都県市のきらと光る産業技術」表彰
推薦:千葉県
主催:東京都・埼玉県・千葉県・神奈川県の各県知事と各市長の推薦
ねじの締め付けごとに合否を判定する、PGシリーズから自動機用ドライバーが誕生。

ビット先端部に、ガイド機能を設けることで、嵌合がスムーズに。初心者でも容易に締め付けが可能に。


2018年(平成30年) "超" モノづくり部品大賞「機械・ロボット部品賞」受賞
受賞部品:インタトルク
主催:ものづくり日本会議/日刊工業新聞社
2018年(平成30年) The Assembly Show「NEW PRODUCT Awards」
受賞部品:インタトルク
開催地区:アメリカ合衆国・シカゴ

創立40周年
内部部品のユニット化によりセルフメンテナンスが可能に。これからのグローバルスタンダードとして発売を開始。

高耐久で常に安定したトルク精度を発揮する自動機用ブラシレスドライバーは、XYロボットに搭載でき、組み立てラインの自動化・合理化に絶大な効果を発揮します。

ドライバーとスクリューカウンターの一体化により、外付けカウンターが不要に。ドライバー自身がねじ締めミスを検出。


デジタル表示により作業の合否をリアルタイムに確認できるようになる。
熟練工製品ロゴ
モーターの回転パルス数をカウントしてねじ締めエラーを検出。ねじ締め未経験者でも熟練工並みの締め付けが可能に。人に代わって道具自身が職人になるという思いから「熟練工」と命名。
TOPICS
2014年(平成26年) 第2回千葉県「千葉ものづくり認定製品」に認定
主催:千葉県商工労働部産業振興課
2014年(平成26年)「 第57回 十大新製品賞」中堅・中小企業賞の受賞
主催:㈱日刊工業新聞社

外部入出力ケーブルを接続することで外部機器との連携が可能に。

「第57回 十大新製品賞」中堅・中小企業賞の受賞を記念して一面広告を掲載
面倒な設定作業を一切不要にした初心者向けモデル「熟練工ゼロワン」シリーズを発売。キャッチコピーは「初心者だって、たった30秒で熟練工に。」

BLG-BC2の拡散ユニット。世界中の工場のネジ締めデータをクラウド上に集め、一元管理。離れた場所から生産状況をリアルタイムに確認し、分析や対策が可能に。


ACサーボモータ搭載により、ドライバー1台で複数のねじ締め条件(トルク値・回転数等)を外部からの変更が可能に。自動機を何台も設置する必要がなくコスト削減に貢献。

低トルクタイプと高トルクタイプの2機種が新たに加わる。

東京都墨田区押上で研究所を設立。
マイナスネジを
改良したトツねじ
精密分野において
世界初となる電流制御型
産業用電動ドライバーを開発。

普段から細かい作業を得意としていた戸津は、父親がガソリンスタンドを営んでいたこともあり、車やバイクをいじることが好きだった。車のキャブレターの調整にはマイナスドライバーが必要だったが、マイナスねじをドライバーで回すと決まって横すべりし外れてしまう現象が起きた。度重なるこの現象に不便を感じ「ドライバーからネジ溝が外れない方法はないものか?」と考え始めたことからねじの開発が始まる。
東京都港区赤坂にて、産業用電動ドライバー及び特殊ねじ(トツねじ)の製造販売を開始。総発売元を三菱商事(株)として本格的にハイオスブランドの販売を開始する。
コーポレートロゴ
ハイオスブランドと
して最初のカタログ

電動ドライバー1号機として完成した
M型ドライバー

研究開発中の戸津
M型ドライバーの誕生により、日本の精密分野のねじ締めは、海外より早く手締めから電動に切り変わった。ダイアル式で正確なトルクコントロールが可能になり、精密さが増し品質が向上すると同時に作業の合理化を実現。海外からは日本の精密分野における評価が高かった。
戸津自ら海外を渡り歩き、製品の売り込みに力を注いだ。海外進出は台湾からスタートし、香港、アメリカ、ヨーロッパの順で販売を開始する。

海外向けのカタログ

1970年代前半に香港のシティバスにM型ドライバーのラッピング広告を掲載。日本のみならず、海外でも代理店を通じてプロモーションに積極的に取り組む。
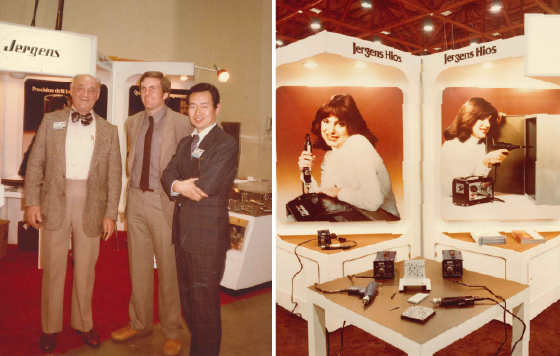
アジア、アメリカ、ヨーロッパの代理店を通じて展示会に出展。
創立10周年
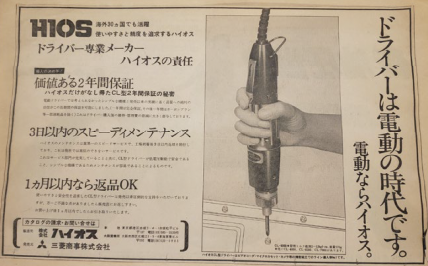
電動ドライバー業界では、ドライバーの保証期間は6ヶ月が常識だったが、創立10周年を機に2年間保証に延長する。さらにアフターサービスを強化し、業界一の3日間(本社到着後)スピードメンテナンスを実施。
東京・赤坂の本社オフィスには開発設計部、営業部、製造部、修理部が集結していた。

エア-ドライバーの修理には1~2週間と長期間必要だった。ところが、電動ドライバーは構造がシンプルなうえに、当時宅配便が誕生した時期でもあり、日本全国からの修理品のスムーズな手配が可能となり、短期間でのスピードメンテナンスを実現した。この頃の電動ドライバーの生産販売台数は月間3,500~4,000台で、電動ドライバー分野では80%のシェアを獲得。ユーザーの意向を直接取り入れ多品種少量生産に対応し、電動ドライバー、その他の工具を含めて61機種の製品体制を整えていた。




工場を改装し本社・工場となる。

ショールーム
創立20周年


創立30周年
事業内容:ハイオス製品の製造〔電動ドライバー、電源装置、トルク計測器、ねじ締めロボット、充電式ドライバーの製造〕及び、電子部品組み立て・加工、高密度実装(鉛フリー対応)、レーザー加工機による半導体製造装置用石英カット電子機器の受託生産サービス(EMS)

工場外観

ドライバーの
組み立て工程

ドライバーの
試験工程

表面実装機
(マウンター)

レーザー加工
レーザー加工/
シャワープレート
事業内容:精密機器用ねじM1.0~M2.6、並目ねじ及びタッピングねじ各種、JIS規格品、特殊品

新ねじ工場外観

ヘッダー

ローリング
事業内容:HIOS電動ドライバーのメンテナンス、HIOSトルク計測器のメンテナンス及び校正サービス、HIOS製品の技術的なサービス及び輸出入業務

事業内容: 各種ネジ(JCIS規格・JIS規格・トツプラ etc.)ヘッダー加工品の製造販売、ワッシャー・ナット・リベット・バネ・ピン等の金属部品の販売




日本語/英語/中国語/韓国語の4言語対応

創立40周年


エントランスにシンボルとして存在する螺旋階段。ハイオスの象徴である電動ドライバーで、天空から締められた「ネジ」をイメージして生まれた。

ショールームを新設し、過去から現在までの製品を見ることができる。